



This is an article written by my friend Mark Mann. It was published in 2004 in a magazine that unfortunately no longer exists. Mark has kindly allowed me to post this here.
By Mark B. Mann
Technical Contributions by James Binnion, James Binnion Metal Arts, LLC, Bellingham, WA

This mokume gane 9 millimeter wedding band contains 14-karat palladium white and sterling silver. It is a comfort fit wedding band with 18-karat yellow gold millgrain rails and a liner. It was designed and produced by James Binnion of James Binnion Metal Arts, LLC in Bellingham, WA.
Mokume gane translated from Japanese means “wood eye metal”. This rare metal lamination process was developed and used by Japanese craftsmen in the 17th century for the adornment of samurai swords. Today, mokume gane jewelry is growing in popularity and this article (part 1) covers the details related to the manufacturing process. Next month, part 2 will cover other features such as ring liners and rails, settings, servicing and quality issues.
The Layering and Bonding Process
The mokume gane process begins by layering and bonding several sheets of two to four different metal alloys together. The bonding of metals can be done using solder or by fusion bonding. This overview describes a solder-free solid state diffusion bonding method developed and used by James Binnion.
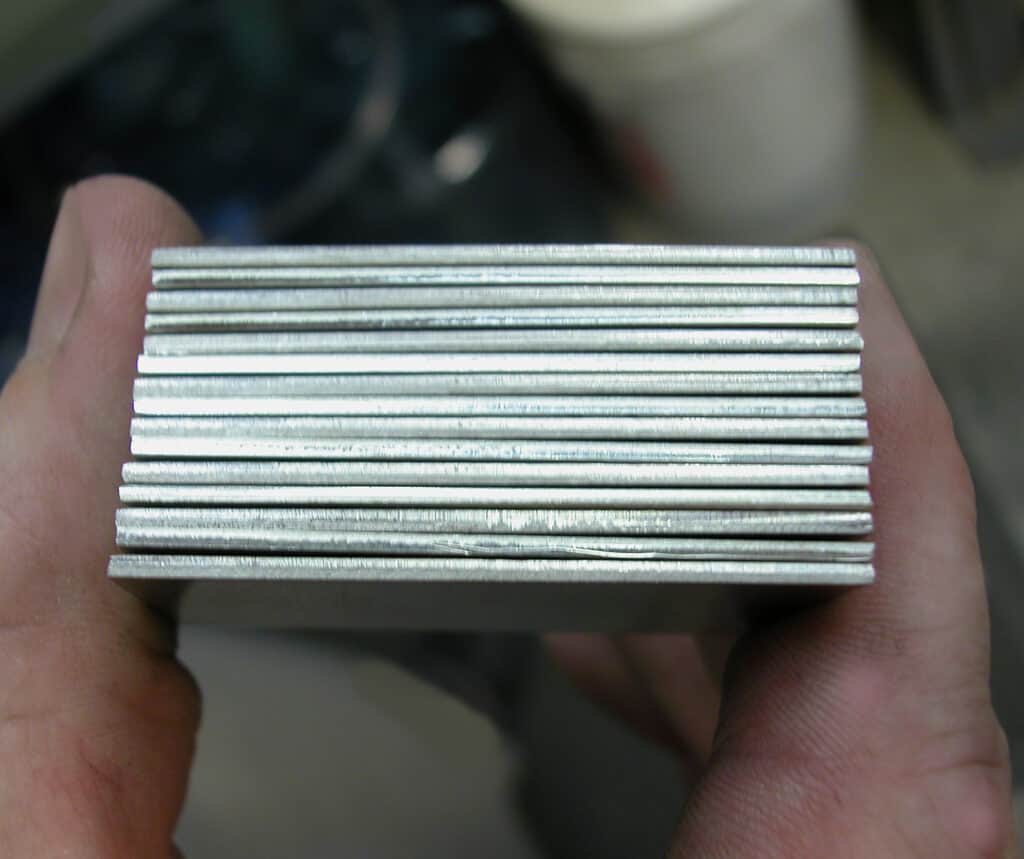
The materials used for this mokume gane manufacturing overview are alternating sheets of 14-karat palladium white gold and sterling silver. The central portion of the featured mokume gane example in photograph #1 is made of the same materials. Each sheet of metal is approximately 1.5 millimeters thick.
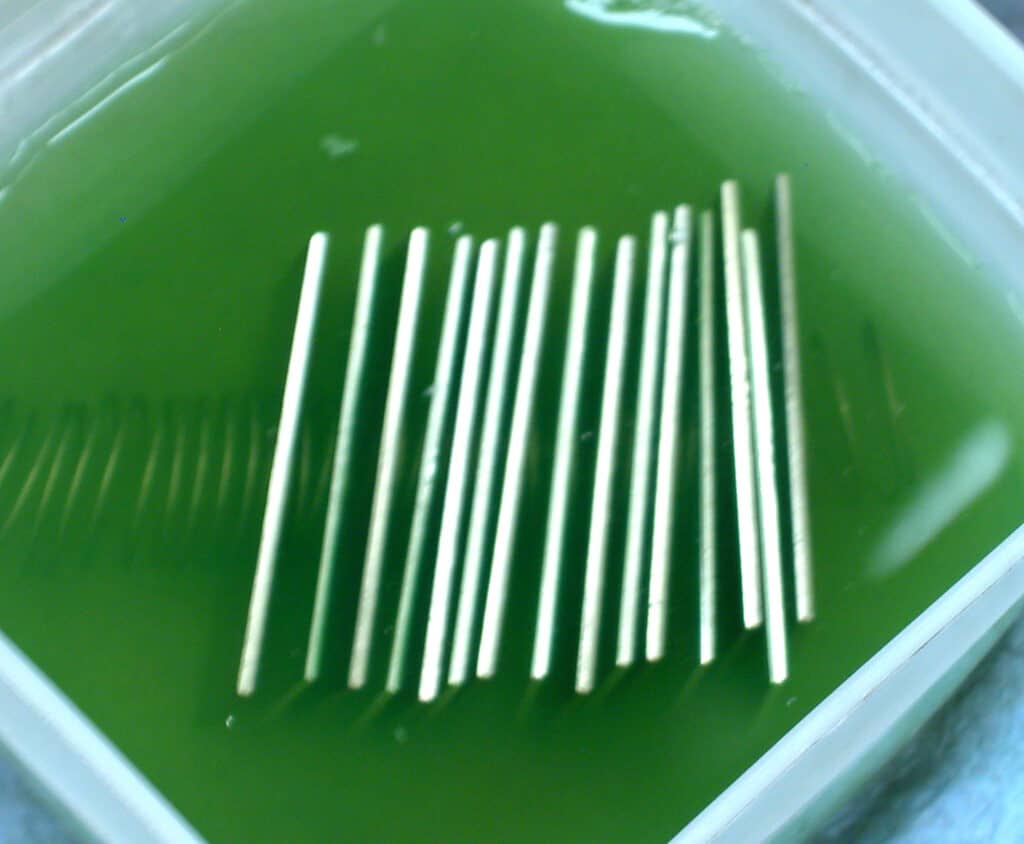
Chipp Allard, Binnion’s assistant who studied at the Revere Academy meticulously cleans each sheet by placing them in a holding spring in a plastic bowl. Tiva cleaning solution is added and the bowl then held in the ultrasonic.
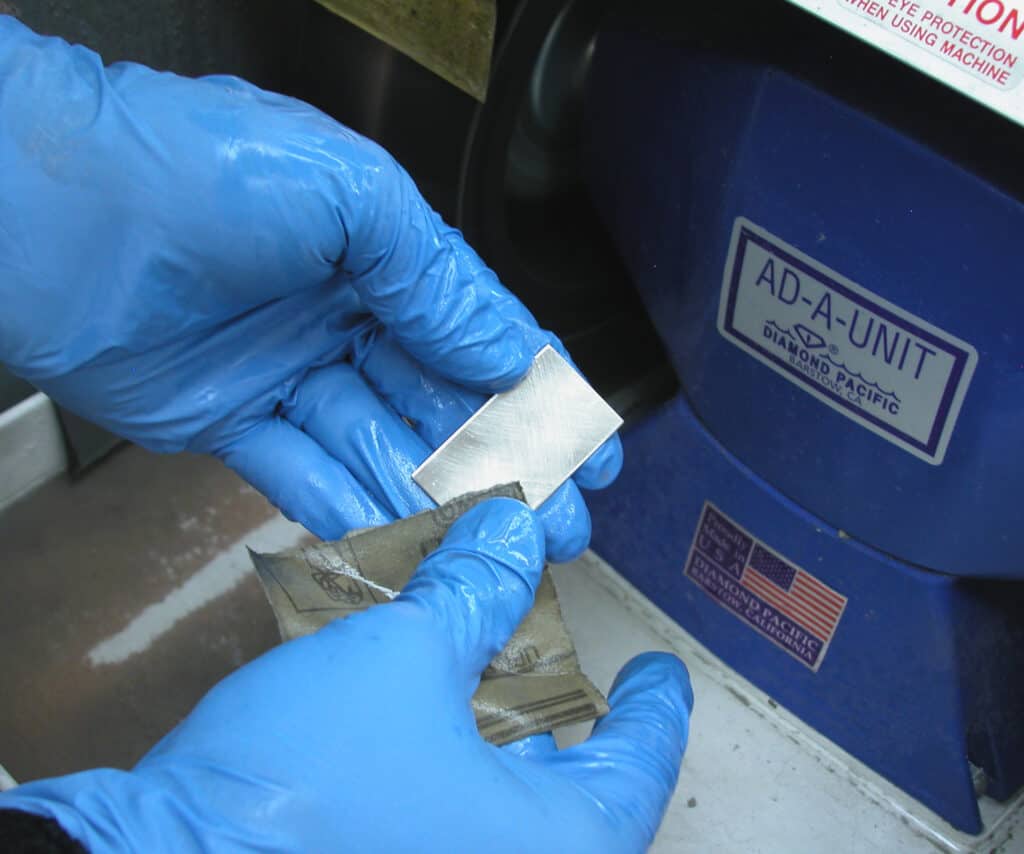
Next Allard individually sands the sheets using a three step abrasive procedure. After the abrasive procedure is completed, the sheets are rinsed and dried by blowing them off with nitrogen. They are then placed in a vacuum chamber to pull off any remaining water vapor.

Binnion places the cleaned sheets (indicated by the arrow) in a torque plate in preparation for compression. The torque plate is positioned in a hydraulic press as shown and the sheets are mechanically compressed. Binnion states that compression creates “intimate contact” between layers.

The torque plates with the compressed metal are placed into a container and then covered with hot powdered charcoal. The container is then capped and lowered into the kiln for diffusion bonding. The time and temperature for bonding depends upon the alloys. After the bonding is complete, the torque plates and metals are allowed to cool. The newly bonded metal sheets, now referred to as a billet is removed from the torque plates.

Next Binnion reduces the thickness of the billet by 30 to 60 per cent. This step also increases the integrity of the bond. To do this, he will heat the billet to annealing temperatures in a small furnace, then place it in a heavy drop hammer and quickly hit the foot pedal. The hammer drops and compresses the billet. He repeats this process several times to obtain the required reduction.

The billet is then cut into bars then twisted and rolled round. The rounded billet is forged in the hydraulic press in preparation for the jewelry piece, in this case, a comfort fit band
Creating the Pattern

The next step is patterning – which is the creation of the pattern of bonded metals around the band. In this example, the yellow, red and palladium white gold pattern resembles wood grain. Patterns are accomplished by repeating a multiple step process of high speed carving, de-burring, forging and shaping. This is where Binnion’s true artistry comes into play in creating his unique mokume gane jewelry. Notice the pattern is visible from the top and inside views of the band. The rails are made of 18 karat yellow gold and soldered to each side of the band after the ring is formed.

For the first step in creating the mokume gane pattern, Binnion uses a high speed 1/2 horse power turbine air tool running at 45,000 rpm with a carbide bit to carve patterning indentations into the billet.

After carving and deburring the billet, Binnion inserts it into a custom made ring forming dye and places it in a hydraulic press to be forged. The forging process flattens the carved billet, ultimately creating the unique pattern. This photo shows the billet after several repetitions of carving, de-burring and forging.

The billet began measuring 8.25 millimeters in width and needs to be 6.5 millimeters when completed. Final shaping and forming will be done with custom made dies and a rolling mill.
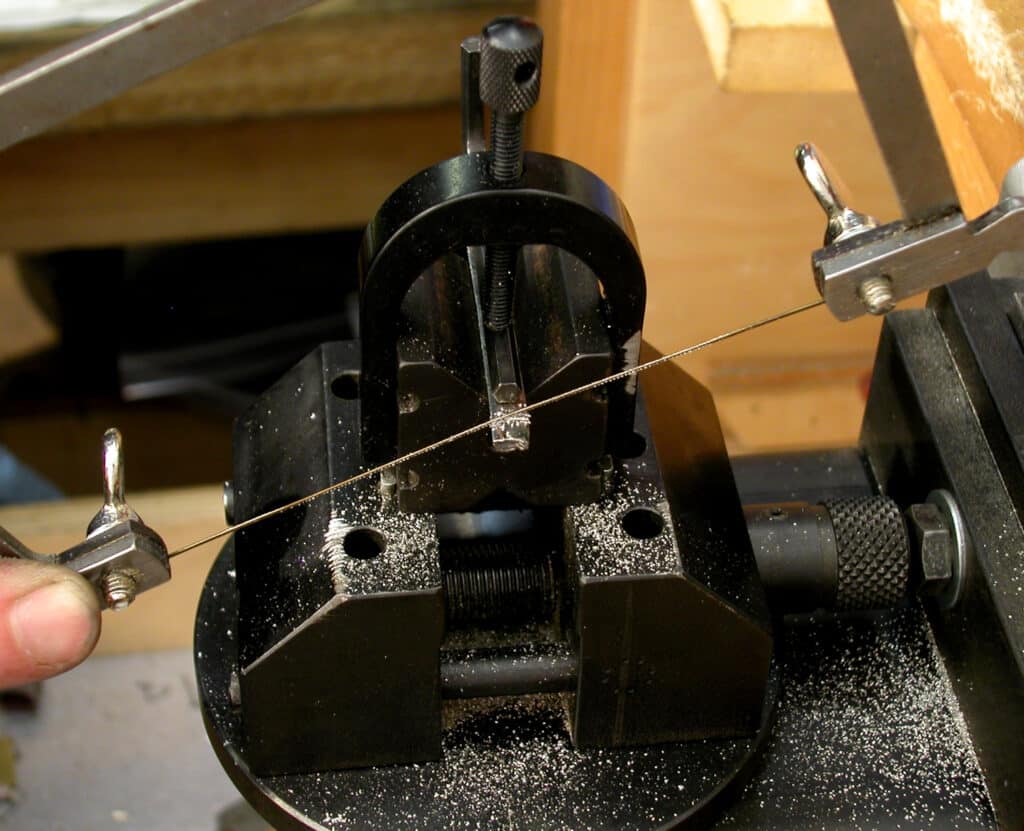
Allard then takes the ring blank and cuts it to length to fill the order. He uses an adapted vice to hold the billet for sawing.

The ring blank billet is placed into a tube furnace for annealing. Argon flows into the chamber creating an inert atmosphere and limiting oxidation. When completed, Binnion pulls the blank out of the furnace and it drops into water.

To form the ring, a bending device with custom made forming jigs is used. The Delrin jigs eliminate excessive tool marks

Allard shapes the ring and adjusts the alignment preparing it for soldering.

Soldering is done at a custom soldering station with the hardest possible solder allowing leeway in performing future alterations on the ring. The ring is firecoated with a mixture of boric acid and denatured alcohol. Because there are different metals in the ring that expand and contract at different rates, its necessary to “confine” the ring during the heating process with the custom made holding device.
All that’s left is the finishing. Binnion uses a variety of finishes on his pieces. His favorite is a matt finish to highlight the contrasting metal colors. He often uses an etched finish on pieces containing silver. Here are some examples of his designs, patterns and finishes.

This pattern is referred to as a “tight star” and has a matt finish. The metals are 18-karat yellow gold, 14-karat palladium white gold and 14-karat red gold. The ring has a platinum liner and rails.

This ring is a 6 millimeter wide comfort fit band with an etched finish. It has a tight star pattern and contains 14-karat palladium white gold, 14-karat red gold and sterling silver.

This ring is 6 millimeters wide with a tight wood grain pattern. It contains 18-karat yellow gold, 14-karat palladium white gold and sterling silver. The center stone is a mandarin garnet and the side stones are green diamonds and they are set in 18-karat yellow gold bezels.
Next month, part 2 will feature Binnion’s methods for the installation of liners and rails on his designs, servicing and aspects of quality for mokume gane jewelry.
James Binnion has been a jewelry designer and metalsmith for over 20 years. He established James Binnion Metal Arts in 1991 to refine the art of mokume-gane. His line includes earrings, pendants and cufflinks in addition to his wedding, engagement and commitment rings. To find out more about mokume gane and James Binnion Metal Arts, visit www.mokume-gane.com. For questions related to mokume gane, contact James Binnion at jbin@mokume-gane.com. For questions related to Binnion’s mokume gane jewelry products, contact Terry Binnion at 360-756-6550 or by e-mail at tbin@mokume-gane.com.
Photographs by Mark B. Mann
© 2004 Visual Communications, Inc.

